The web is created after multiple components have been produced and is considered scrap material.
Blanking die clear sheet metal.
Unipunch tooling is used in applications where the punch slug is the blank.
A die cut edge normally has four attributes.
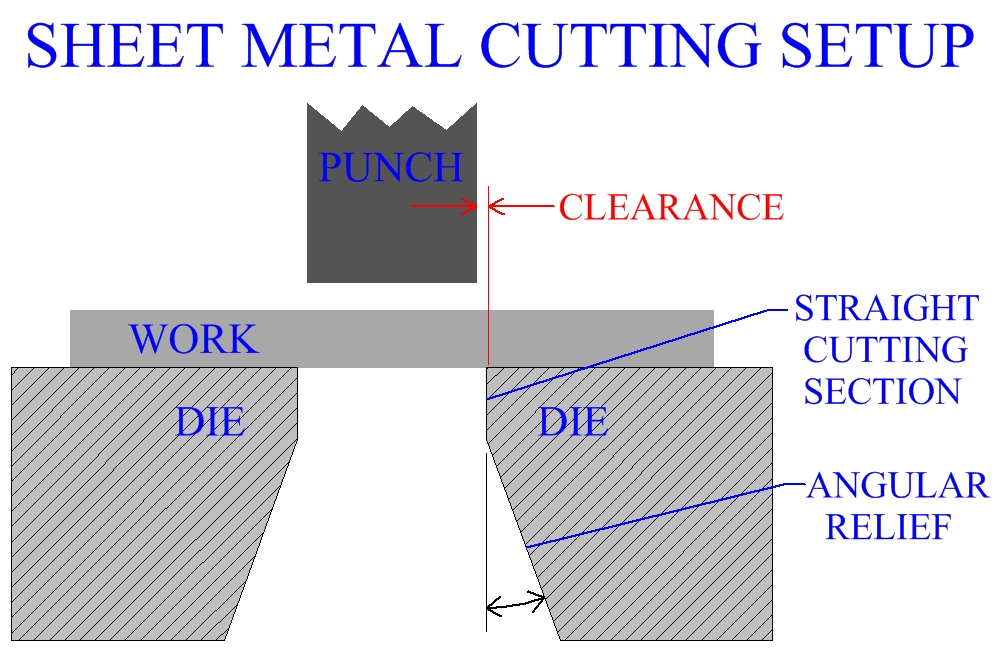
See the below drawing for a simple blanking die design.
Blanking produces the outside features of the component while piercing produces internal holes or shapes.
Either both punch and die are made with carbide or tool steel.
The die set primarily is composed of a punch and a cavity.
Curiously a well made punched hole is 2 sizes.
The metal s thickness and mechanical properties along with the forming punch geometry determine the depth that can be achieved see figure 1.
This is to ensure that blanks which are punched through.
Products made with dies range from simple paper clips to complex pieces used in advanced technology.
Blanking and piercing are shearing processes in which a punch and die are used to produce parts from coil or sheet stock.
Punched sheet metal therefore requires the same form as the die used.
The portion of the sheet metal which is punched through the die is the blank or the component.
Note that the blanking die is provided with an angular relief after a certain length of straight land.
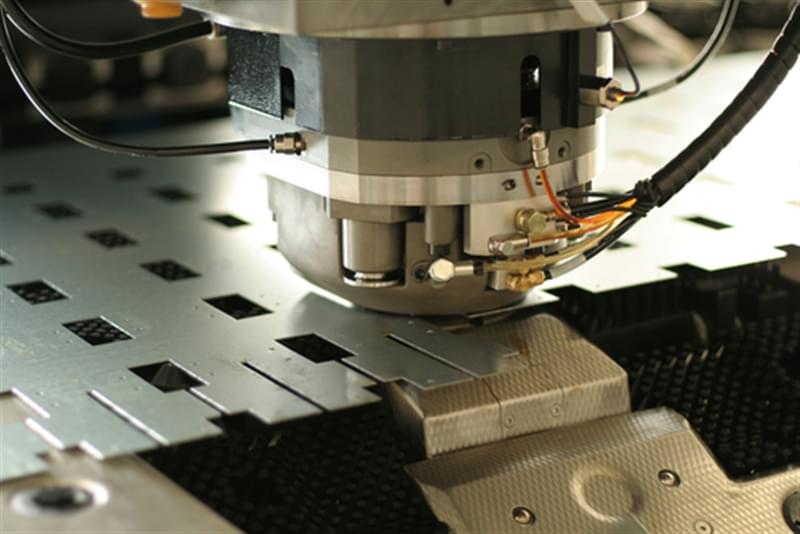
A punch press must be used to compress a tool through a sheet of raw metal.
The control of the quality by the punch and die clearance the ability to produce holes of varying shapes quickly.
Like molds dies are generally customized to the item they are used to create.
The die cavity instead of have a cutout shape of desired shape and made of standard shape is formed together.
In this article i will be exploring the 5 types of dies used in sheet metal operations at respective stages and strokes.
On the side where the punch enters the hole is the size of the punch and on the other side of the material the hole is the.
The blanking punch act as tool in the desired shape above the sheet metal.
Forming dies were typically made by tool and die makers and put into production after mounting into a press the die was a metal block that was used for forming materials like sheet metal and plastic for the vacuum forming of plastic sheet only a single form was used typically to form transparent plastic containers called blister packs for merchandise.
When put against a die the button pressed through the sheet metal.
When selecting metal sheet blanking clearances according to the technical requirements of the blanking parts the use characteristics and specific production conditions etc first determine the type of clearance to be adopted according to table 3 19 and then select this type gap value accordingly according to table 3 20.
Different types of dies.
Embossing dies use tension to stretch metal into a shallow depression.
While punching is typically done using sheet metal other materials such as paper plastic and different fibers are supported.